


无锡市柯瑞达精密钢管有限公司(原无锡市—达精密冷拔钢管有限公司、无锡市百达焊管厂)位于太湖之滨、惠山脚下的江南重镇—钱桥镇,公司紧靠沪宁高速、锡宜高速、京沪铁路,312国道、京杭运河,地理位置好,水陆交通便捷。
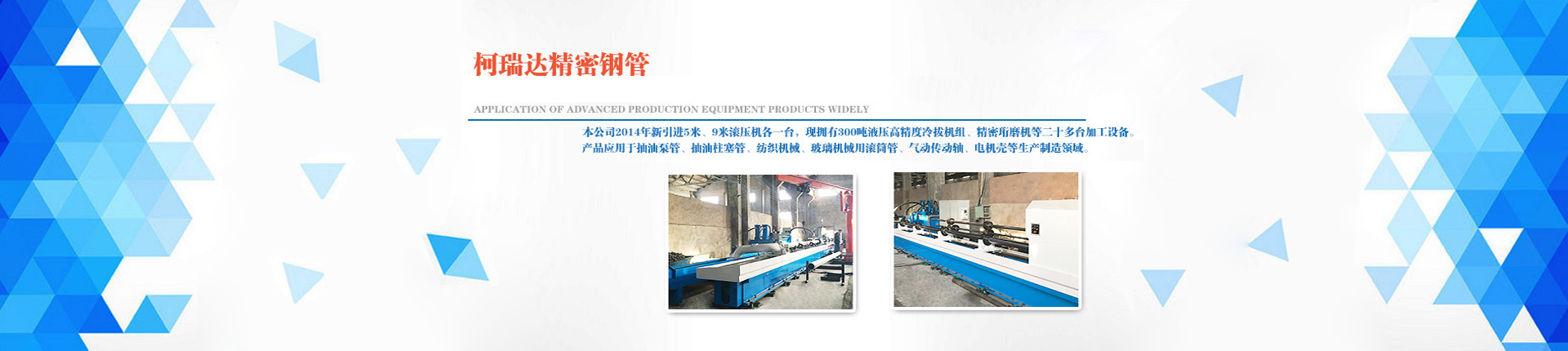
本公司2014年新引进5米、9米滚压机各一台,现拥有300吨液压高精度冷拔机组、精密珩磨机等二十多台加工设备,专业生产液压缸筒和气动缸筒用高精度冷拔管、珩磨滚压管、液压油缸筒,冷拔焊管。产品应用于抽油泵管、抽油柱塞管、纺织机械、玻璃机械用滚筒管、气动传动轴、电机壳等生产制造领域。
柯瑞达坚持高起点、高水平的发展与建设,团结专业人才,引进专业设备,建立严格科学的管理机制,对生产全流程执行严格的企业标准。
柯瑞达全体员工愿与广大用户携手合作,共谋发展,同创美好未来。

高精度冷拔管是一种尺寸精度高、表面光洁度好的无缝钢管,它们在机械结构、液压设备和汽车制造等领域中扮演着重要的角色。除了高度准确的尺寸和良好的表面质量外,其机械性能也是其被广为应用的...

液压缸筒作为液压系统的核心部件,其加工精度对于整个系统的稳定性和性能很重要。加工精度的高低直接决定了液压缸筒在工作中的密封性、耐磨性以及整体强度。高精度的加工能够确保液压缸筒的内外...







